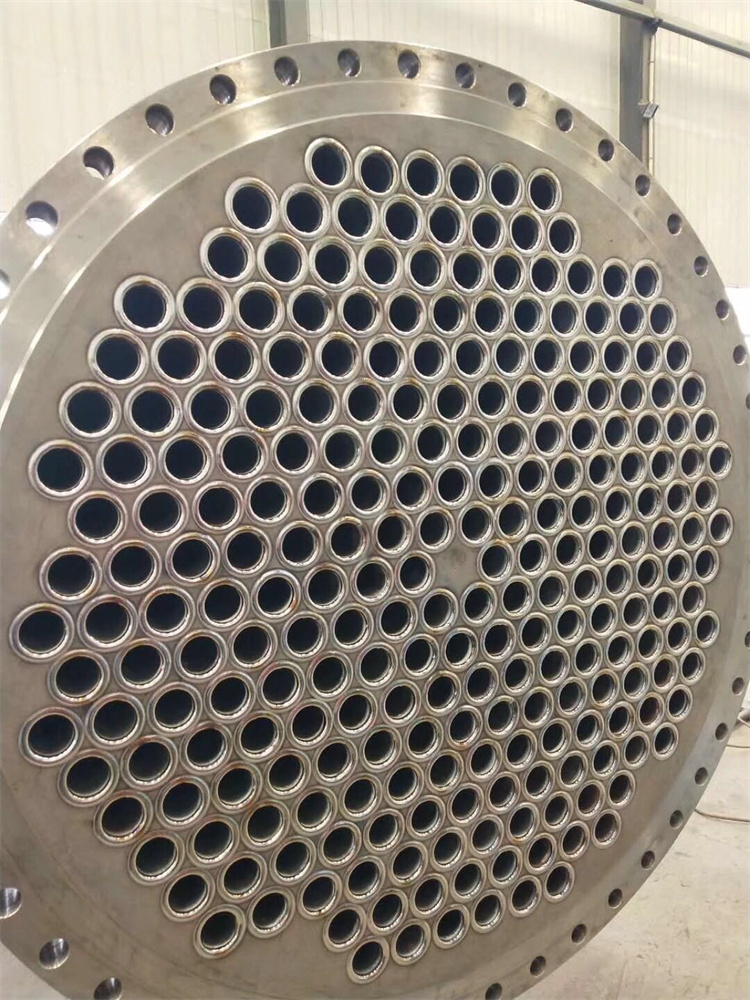
管板焊机现场钛管焊前准备:管道主要焊接接头、坡口尺寸、形式及焊道分布,管板焊机现场钛管焊前清理,坡口及两侧各50以内的内外表面清除油污后,应用奥氏体不锈钢丝刷、绞刀等机械方法清除其氧化膜、毛刺和表面缺陷。经机械清理后坡口的表面填充焊丝,焊接前使用不含硫的丙酮或乙醇进行脱脂处理。焊丝如被污染、氧化变色时,污染部分应予切除。管子或管件组对时应做到内壁齐平,对口错边量不应超过壁厚的10%。

- 全国服务热线
- 13805293498
18251479556
作者: 点击:480 时间:2023-06-08
管板焊机现场钛管焊前准备:管道主要焊接接头、坡口尺寸、形式及焊道分布,管板焊机现场钛管焊前清理,坡口及两侧各50以内的内外表面清除油污后,应用奥氏体不锈钢丝刷、绞刀等机械方法清除其氧化膜、毛刺和表面缺陷。经机械清理后坡口的表面填充焊丝,焊接前使用不含硫的丙酮或乙醇进行脱脂处理。焊丝如被污染、氧化变色
管板焊机现场钛管焊前准备:管道主要焊接接头、坡口尺寸、形式及焊道分布,管板焊机现场钛管焊前清理,坡口及两侧各50以内的内外表面清除油污后,应用奥氏体不锈钢丝刷、绞刀等机械方法清除其氧化膜、毛刺和表面缺陷。经机械清理后坡口的表面填充焊丝,焊接前使用不含硫的丙酮或乙醇进行脱脂处理。焊丝如被污染、氧化变色时,污染部分应予切除。管子或管件组对时应做到内壁齐平,对口错边量不应超过壁厚的10%。